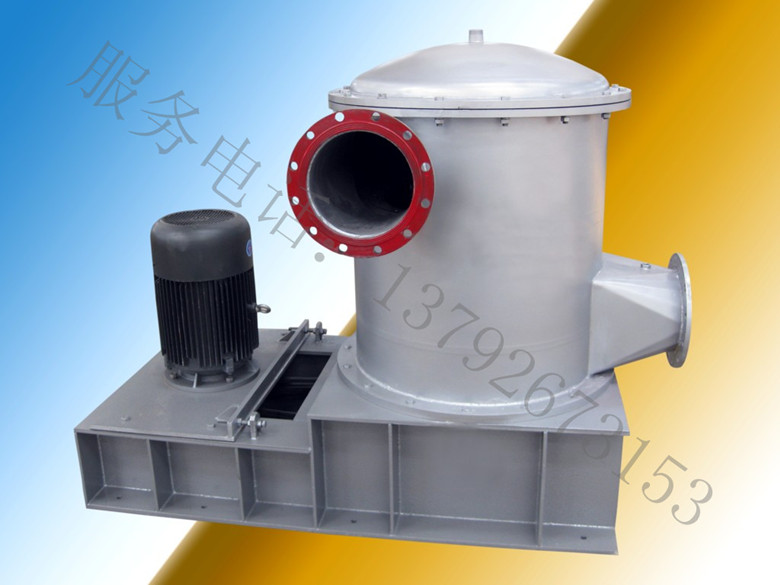
一、概述
低脉冲双鼓网前筛是引进国外先进技术制造的,现代纸机上浆系统的首选设备。它以特殊的设计和高精度的制造加工,实现筛的运行无脉冲,分散纤维填料和造纸助剂,并使之流体化;筛选出浆料中剩余杂质和来自损纸系统的杂质,起到后把关的作用。能满足纸机流浆箱的所有运行要求。
二、主要技术参数
型号
ZSL51
ZSL52
ZSL53
ZSL54
ZSL55
ZSL56
ZSL57
ZSL58
通讨量(L/S)
120
310
600
810
1200
1600
2400
3400
生产能力(t/d)
60
150
290
390
570
800
1150
1650
浆料浓度(%)
0.1-1.5
进浆压力(Mpa)
0.05-0.5
电机功率(KW)
7.5
15
30~37
45~55
75~90
90~110
130~160
180~250
设备重量(kg)
550
1400
2500
2700
3900
4200
10000
11000
三、结构特点
低脉冲双鼓网前筛由可调节脉冲的双旋翼转子、内外流筛鼓,特殊设计的筛体与良浆管结构及传动装置组成。
浆料从低脉冲双鼓网前筛上部切线压力送入。浆料从筛的上部流入到两个筛鼓之间,在双旋翼转子旋转时产生的离心力和向心力的同时作用下,良浆通过内、外筛鼓并汇集于筛体下端的良浆管流出;脉冲旋翼在旋转时保持筛鼓的清洁。浆渣受转子旋转产生的轴向推动力,在向下流送的同时被浓缩并逐步移到排渣口集中排出。
·特殊设计的,易于安装,可调脉冲的双旋翼转子结构与低转速设计,使低脉冲网前筛筛选平稳,脉冲低,又能节约动力,减少能耗。
·特殊设计的,能在筛缝附近产生理想湍流的波纹筛板,以及总能保持转子旋翼与筛鼓之间恒定距离。加强转子对筛鼓净化作用的结构,避免了挂浆、絮聚等问题的发生。
·特殊设计的,位于筛鼓和旋翼转子下方良浆管结构,使筛选后的良浆流从筛的
各个侧面流向良浆口,使良浆流送平稳、无脉冲。
·高精度的处理和特殊的制造工艺,能有效地阻止浆团的形成和浓度的变化。
四、设备安装
1、概要
筛子开机一定要使用清水或白水。筛子安装时应尽量减少筛子加水所需要操作的阀门。在设计管道时,进水管道应设计成上升管道以避免空气的积聚。
2、筛子的安装
筛子的基础必须牢固,筛子要牢固地固定在基础上。牢固的基础可以消减浆管及其他部件振动对筛子的影响。筛子不会造成任何外部振动。筛子的基础可以用混凝土制造,也可以是钢结构的。基础中积水应该引流到外边。基础螺栓的位置见基础图。在装配时,使用螺栓调节传动皮带的紧度。运转1—2周后,检查一次皮带的紧度,进行必要调整。
3、管道和阀门的安装
按照装配图连接筛子的管道。进出管道上应有浆料阀门。这些阀门主要用作隔离阀门,出口阀门也可以作为节流阀门使用。入口阀门不能作为节流阀门来使用。进出口阀门处有隔膜式压力表。管道在设计上应能防止空气的积聚。排渣管道连接在筛子一侧的粗渣口上。在这根管道上的合适之处安装由流量计控制的自动阀门。如果粗渣阀门的调节不理想,可以使用闸板阀门作为隔离阀门。外设密封水管道和冲洗水管道,其中密封水管道可以设置如下装置进行控制:
①转子流量计
②压力表0-10bar
③过滤器40目
④必要的调节阀门
建议在上述装置前安装一个能力较大的40目的粗过滤器。筛盖排空气管连接一根软管作为排气之用。开机和停机可以使用空气管道隔离阀门进行排气。如果进行连续的排气,软管的另一端可以连接到地沟,软管的出口端必须敞开。
五、设备的运转操作
1、开机
为了开机的成功,在浆料达到筛鼓之前,必须向筛子加清水或稀白水。开机顺序如下:
(1)打开进出口阀门。
(2)调节粗渣口阀门。
(3)打开密封水阀门,将流量调节到0.05升/秒。密封水的进入压力应比浆料进入压力至少高150Kpa。进入密封区水压力要比筛子的工作压力高10%。密封水压力不能超过500Kpa的大压力。
(4)通过筛子上部的排气阀门进行排气。
(5)起动筛子电机,然后只用白水运转。
(6)在水连续通过排气管道之后,则开机时可以先加水。如果清(白)水可以通过其本身的压力自动进入筛子,则开机时可以先加水,然后起动电机。
如果要在不停纸机将设备用筛投入运行,可以采取下列步骤:
①假设进出口阀门是关闭的,筛子与管道隔离。
②打开密封管道。
③打开清水阀门向筛子加水。再开排气阀门排除筛子上部的空气,观察筛子加水的过程。关闭粗渣管道,避免水的不必要损失。
④筛子注满水后,起动电机。
⑤在排气口出水之后,关闭空气阀门,同时打开进出口阀门。调节粗渣管的流量。
如果没有调节阀门,可以使用出口阀门调节流量。为了保证筛子运行时连续充满水,出口侧的压力表度数至少为20Kpa以保证粗渣的排出。起动浆泵之后,浆流通过筛子时就可以关闭顶部的排气阀门。如果需要,可以使排气阀门连续开着。
2、堵塞时的措施
出现堵塞原因如下:
(1)浆泵来的流量太大,造成筛板上的压力损失太大,以致旋翼不能建立起必要的负压来保持筛孔的清洁。
措施:检查堵塞是否由到筛子的流量造成。关闭浆料阀门,只使用白水通过浆泵进行冲洗就能检查出是否有堵塞。如果水通过筛子时的压差上升到40-50Kpa以上,筛子过载,则说明出现了堵塞。这时可以调节筛子排料侧上的阀门使压差低于40Kpa。打开浆料阀门。逐步减少筛子排料侧阀门的节流量,同时观察压差的变化。
(2)旋翼距离筛板太远。旋翼与筛板的间隙增大使抽吸作用减小。减小这个间隙,抽吸作用增大,但是需要的功率也会同时增大。如果功率表或电流表的读数低于名义负荷,就可以减少旋翼与筛板之间的间隙以提高旋翼的抽吸效果。
(3)有大块的杂质(密度与纤维相似)进入旋翼与筛板之间,造成负荷增大和继电器打开。会发生在粗渣阀门开的不够,造成粗渣进入筛板之间的空间。如果压力正常而筛子的电机过载,则可能是上述旋翼和筛板之间的浓度所致。.在这种情况下,粗渣阀门需要开的大些,如果还不行,则必须停下筛子,开盖进行彻底的检查和冲洗。
3、运行期间的例行检查
密封的寿命很大程度上取决于密封水;为保证密封水流的连续,密封水管道上可以安装有转子流量计,以便于操作人员检查是否有堵塞以及是否造成了密封水管道上的压力降。转子流量计上还可设计有流量电子报警装置,该装置可与工厂的报警系统连接。
六、设备的维护
1、运行期间的清洗
(1)停止浆泵。
(2)关闭浆料阀门。
(3)打开筛子的清水阀门。
(4)打开筛子顶部的排气阀门。
(5)使用清水运行筛子直到粗渣管道干净为止,检查排气口处是否排出水。
(6)如果水连续地从排气口排出,筛子的电机可以保持运行;否则停止电机。
(7)关闭冲洗水管。
2、停机期间的清洗
采用与1相同的措施,
(8)停下筛子的电机
(9)排空筛子。如下:
(10)关闭密封水阀门。
在粘液和树脂很严重的工厂,应在停机期间打开筛子,拆下筛鼓,使用高压水彻底清洗筛子的内部。如果可以通过浆泵、管道的头箱进行热黑液的循环,就没有必要打开筛子。运行筛子的电机,关闭粗渣阀门进行热黑液的循环。如果要这样做,隔离阀门可以允许热黑液送到筛子。注水时·,可以使用任何出口管道。在不需要进行定期彻底清洗的工厂,建议在停机期间向筛子注水以防止填料、胶质或其他添加剂的硬化。
3、清洗筛鼓的拆卸
停下电机,打开安全联轴器或拆下熔断器,在开关上挂上警告牌。拆掉连接排气管上软管。打开所用的排水口。
(1)打开盖子上的螺母,拆掉盖子。
(2)拆掉旋翼总成(用木块轻轻地敲击使之松开)。
(3)拆去内部筛鼓和外部筛鼓上的旋翼片固定螺丝,在筛鼓上旋入两个羊眼螺栓,将筛鼓拉出。
此时就可以检查清洗筛鼓了。要确保旋翼片与筛鼓之间的间隙与装配图所示一致。必须在筛鼓圆周和筒体的长度方向几个点上检查这个间隙。安装之后要检查,短时间试运行之后要再检查。同一对旋翼片间隙必须一致。
七、设备的检查和机械维护
如果按照说明书进行筛子的维护,则除了日常的润滑和偶尔进行的轴承和密封检查之外,几乎不需要操作人员照管。
1、密封的检查维护
参见装配图和部件表。每周通过筛子底板上的油脂口加入15克的防水油脂。拆卸密封总成步骤如下:
(1)松开旋翼轴顶部安全盖。
(2)拆掉螺丝母。
(3)从传动轴上松开传动法兰,将传动法兰和旋翼总成从筛子中吊出。
(4)打开连接密封函和轴承座的螺丝。
(5)小心地将密封函吊出。
此时就可以更换或检查密封函处的密封及轴保护套。如果需要更换密封参见装配图。按照倒序进行重新装配,在配合的金属表面处涂上稀软的Permanex油膏,在密封上涂上油脂,上紧轴端上的螺母。
2、旋翼
旋翼经过成对的静平衡,所以应该成对更换;内外旋翼片是不可互换的。如果要减少旋翼片与筛板之间的间隙以增加脉冲效应,可以拆掉一对旋翼片,更换中间板并在松开其他旋翼片之前重新安装这对翼板。确保旋翼旋转方向的正确,即厚边向前。
3、轴承的检查和维护
筛的下部有轴承润滑脂嘴,轴承要用一台润滑脂泵来润滑。在装配阶段,这些轴承已用润滑脂进行了润滑。
每月一次加入15克的润滑脂。根据说明书中的“密封检查和维护”,要每年一次将填料函拆下进行检查。电机运转时用一个听诊器或对其他某种对等的仪器来听轴承的声响。如果必须拆卸或更换轴承,要按上述说明进行工作。
5、填料函所用的滑脂
填料函所用的润滑脂与轴承的相同。
八、售后服务
1、本公司秉承“品质优异、客户满意”的服务理念,优良的产品和完善的服务。为您提供
2、本公司重合同、守信誉。质量第一,对所售产品一年内实行三包,如确属质量问题,无偿退换。
3、凡购买本公司产品,公司可派技术人员指导安装调试:并可承接工艺流程的设计及设备安装。
4、保证常年优惠供应配件。